气瓶自动探伤系统 |
| 发布时间:2020/4/21 14:38:13 浏览次数: |
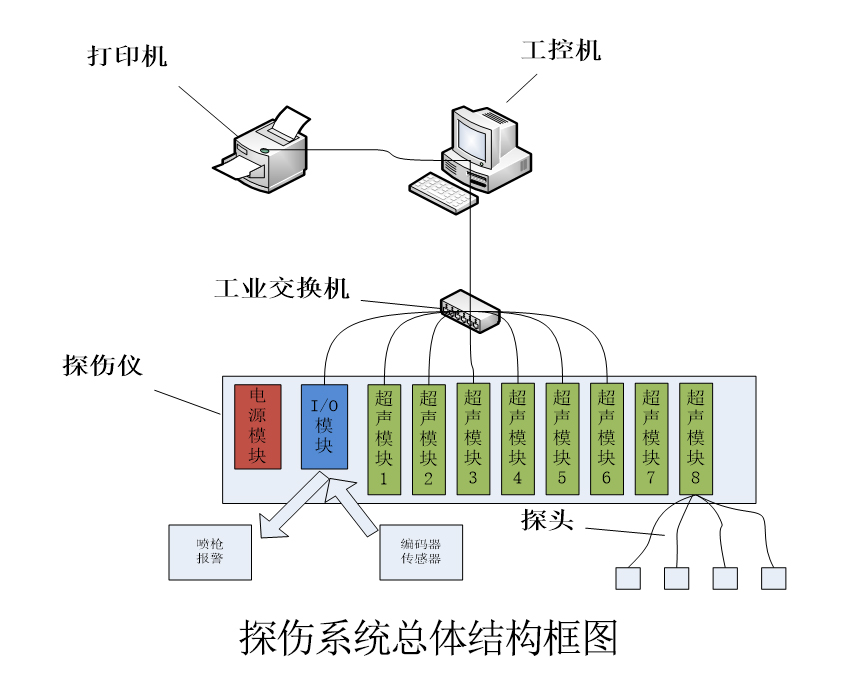
我公司研发的气瓶探伤系统用于在线中低高压气瓶的超声波全自动探伤,系统采用水柱法超声波探伤,包括横向 2 组、纵向 2 组、测厚 1 组,共 5 组探头,对气瓶直线部分进行全覆盖探伤。探头采用线聚焦方式,探伤灵敏度高。设备由多通道数字全自动超声波检测仪、显示系统、操作台、机械传动装置、数据报告打印系统等组成。机械传动装置主要由旋转夹起机构、探头扫查行走机构、探头升降机构、探头起落装置、气瓶传输装置、上料和下料机械装置等部分构成。 设备详细介绍及报价请联系 李经理189-311-80976 为满足本探伤项目高精度要求需要,我们为本项目配置32通道超声波探伤仪器。独立检测通道:32通道,各通道独立控制延迟、宽度和门槛值,可根据需要随时扩展通道数; 气瓶探伤系统工作流程
气瓶探伤展示 气瓶探伤系统主要参数 1、检测缺陷类型:油套管纵向、横向缺陷、测厚 2、检测速度:0-6米/分钟。 3、检测精度: ①超声波探伤按GB/T5777-2008标准能检测油套管纵向、横向L2级(5%t)的缺陷; ②纵向槽长(内外伤):25mm长、0.25mm≤槽宽<1.0mm、深度L2级,最小深度大于表面粗糙度Ra的3倍; ③横向槽长(内外伤):25mm长、0.25mm≤槽宽<1.0mm、深度L2级,最小深度大于表面粗糙度Ra的3倍; 4、覆盖率:≥120%。 5、管端盲区长度:≤150mm。 6、漏报率:≤0%。 7、误报率:≤1.0%。 8、信噪比:≥8dB。 9、超声的内外壁灵敏度差:≤3dB 10、超声周向灵敏度差:≤2dB 11、喷标位置误差:±50mm 12、两小时后灵敏度波动正负误差≤2 dB。 13、校验时间:探伤设备的调整和校验的时间大约为:≤30分钟 14、系统具有计算机实时数据显示、存储功能。 15、设备用电量:≤50Kw,设备用气量:≤3m3/Min。 16、设备最大起吊重量:7T,设备最大起吊尺寸:7.5m(长)×2.5m(宽)×2.5m(高)。 17、采用中文操作平台,操作者能在屏幕上看到中文检测结果。设备操作控制台按钮以中文标识显示。
山科飞泰探伤设备可以根据客户具体需求定制,欢迎电话咨询! 上一篇:没有了!下一篇:钢瓶超声波探伤测厚系统 |